
27SiMn seamless cold drawn steel tube, with black annealed out surface

AISI 1035,Cold Drawn Carbon Hexagonal Bar

AISI 1010 / S10c Carbon Steel Tube – Mechanical Tubing – Seamless Steel Pipe
4145H Modified Alloy Steel Round Bar, Hot Rolled Steel Bar

QT AISI 8260 Hot Rolled Steel Round Bar Size 10 - 350mm For Automobile
Categories:Steel Bars
Model No.:
4145H Modified Alloy Steel Round Bar, Hot Rolled Steel Bar
Applications:
| C | Mn | Si | P | S | Cr | Ni | Mo |
|---|---|---|---|---|---|---|---|
| 0.43-0.49 | 0.85-1.10 | 0.10-0.35 | 0.035 max | 0.040 max | 0.80-1.10 | 0.25 max | 0.15-0.25 |
| Tensile Strength Rm (KSI) | Yield Strength R2 (KSI) | Elongation(%) | Reduction Ration (%) | Izod Impact (J) | Charp Impact (J) | Hardness (HRC) |
|---|---|---|---|---|---|---|
| 140 min | 120 min | 14 min | 40 min | 30-36 | 248-302 |
Heat treatment temperatures, including rate of heating, cooling and soaking times will vary due to factors such as the shape and size of each AISI 4145 steel component. Other considerations during the heat treatment process include the type of furnace, quenching medium and work piece transfer facilities. Please consult your heat treatment provider for full guidance on heat treatment of AISI 4145 steel.
Annealing: Heat the steel slowly to 800-850°C and allow enough time for the steel to be thoroughly heated. Cool slowly in the furnace to 480°C followed by air cooling.
Stress Relieving: When parts are heavily machined, ground or otherwise subject to cold work, stress relieving will be beneficial prior to hardening.
Hardening: AISI 4145 steel is usually supplied ready heat treated to 30-36HRc. If further heat treatment is required annealed AISI 4145 should be heated slowly to 840-875°C and after adequate soaking at this temperature quench in oil. Temper as soon as the tools reach room temperature.
Tempering: Heat carefully to a suitable temperature selected by reference to a tempering chart or table (usually between 550-700°C, soak at the temperature for 2 hours per 25mm of ruling section, then allow to cool in air. Tempering between 250-375°C is not advised as tempering within this range will seriously reduce the impact values of this steel.
AISI 1035,Cold Drawn Carbon Hexagonal Bar
4145H Modified Alloy Steel Round Bar, Hot Rolled Steel Bar

SAE 4137H Alloy Steel Bar

AISI 4130 75K P+X Alloy Steel Bar
QT AISI 8260 Hot Rolled Steel Round Bar Size 10 - 350mm For Automobile
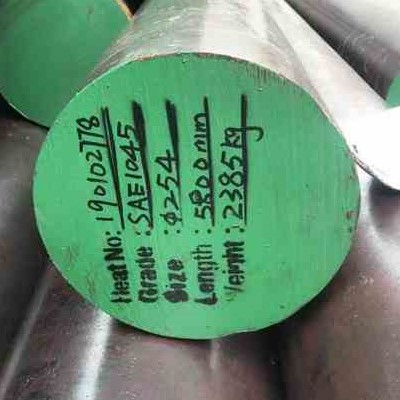
ASTM 1045 Hot Rolled Steel Bar , Carbon Steel Round Bar / Rod 10 - 350mm
If you want to know more or have any questions about our products, please feel free to contact us by phone or email.